
CNC Operatörleri İçin İlerleme ve Devir Hesaplama Rehberi: Formüller ve İpuçları
Doğru Formüllerle Daha Hızlı, Daha Kaliteli İşleme
Bir CNC operatörünün başarısı yalnızca kullandığı tezgâha değil, kesme parametrelerini ne kadar doğru belirlediğine bağlıdır. Doğru devir (RPM) ve ilerleme (Feed Rate) değerleri; takım ömrünü uzatır, yüzey kalitesini iyileştirir ve en önemlisi işleme süresini düşürerek üretim maliyetlerini azaltır.
Bu rehberde, sahada sıkça karşılaşılan “deneme–yanılma” yaklaşımı yerine, işin matematiksel ve mühendislik tarafını sade ve anlaşılır şekilde ele alıyoruz.
1️⃣ CNC İşlemede Temel Kavramlar
Hesaplamalara geçmeden önce, formüllerde geçen temel terimleri netleştirelim:
🔹 Vc – Kesme Hızı (m/dk)
Kesici takımın, iş parçası yüzeyinde bir dakikada kat ettiği mesafedir.
Malzeme türüne, sertliğe ve kesici takımın kaplamasına göre değişir. Isıyı doğrudan etkileyen ana parametredir.
🔹 n – Devir Sayısı (RPM)
Spindle’ın dakikada attığı tur sayısıdır. Takım çapına ve seçilen kesme hızına bağlıdır.
🔹 fz – Diş Başına İlerleme (mm/diş)
Her bir kesici dişin malzemeden kaldırdığı talaş kalınlığıdır.
Takım ömrünü belirleyen en kritik parametrelerden biridir.
🔹 Z – Ağız Sayısı
Kesici takımın toplam diş sayısıdır.
🔹 D – Takım Çapı (mm)
Matkap veya freze ucunun nominal çapıdır.
2️⃣ Devir (RPM) Nasıl Hesaplanır?
CNC tezgâhlarında doğru devir, kesme hızı (Vc) ve takım çapı (D) kullanılarak hesaplanır.
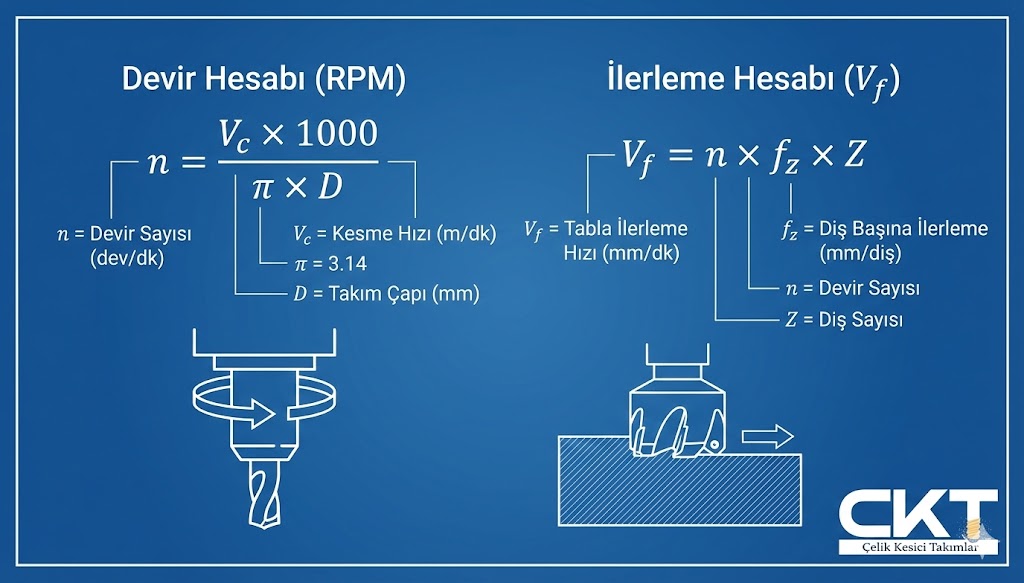
📐 Devir Hesaplama Formülü
n=3,14×DVc×1000
Formüldeki terimler:
- n: Devir (RPM)
- Vc: Kesme hızı (m/dk)
- 1000: Metreden milimetreye dönüşüm
- 3,14: Pi (π) sabiti
- D: Takım çapı (mm)
📌 Önemli Not: Takım çapı küçüldükçe, devir mutlaka artırılmalıdır.
3️⃣ İlerleme (Feed Rate) Nasıl Hesaplanır?
Devir belirlendikten sonra, tezgâh tablasının dakikada ne kadar ilerleyeceğini hesaplamak gerekir.
📐 İlerleme Hesaplama Formülü
Vf=n×fz×Z
Formüldeki terimler:
- Vf: Tabla ilerleme hızı (mm/dk)
- n: Devir (RPM)
- fz: Diş başına ilerleme (mm/diş)
- Z: Ağız sayısı
Bu formül, takımın ne çok zorlanmasını ne de boşta çalışmasını sağlar.
4️⃣ Uygulamalı Hesaplama Örneği
🔧 Senaryo
- Malzeme: CK45 İmalat Çeliği
- Takım: Ø10 mm – 4 ağızlı Karbür Freze
- Üretici Verileri:
- Vc = 120 m/dk
- fz = 0,06 mm/diş
Adım 1 – Devir Hesabı
n=3,14×10120×1000 n≈3821 RPM
Adım 2 – İlerleme Hesabı
Vf=3821×0,06×4 Vf≈917 mm/dk
✅ Sonuç
Tezgâha S3820 devir ve F917 ilerleme girildiğinde, takım üretici verilerine uygun ve verimli şekilde çalışır.
5️⃣ CNC Operatörleri İçin Pratik ve Altın İpuçları
- Çap küçüldükçe devir yükselir: İnce takımlar düşük devirde çalıştırılırsa kırılır.
- Kesme sesini dinleyin: Sağlıklı kesimde ses dengelidir; tiz ve ıslık benzeri sesler parametre hatasına işaret eder.
- İlerleme–devir dengesi önemlidir: Yalnızca devri artırmak değil, ilerlemeyi doğru ayarlamak gerekir.
- Chip Thinning etkisini unutmayın: Yanal paso düşükse, ilerleme artırılabilir.
- Çelikte mavi talaş avantajdır: Isının talaşa gittiğini gösterir, bu durum genellikle olumludur.
Sıkça Sorulan Sorular (SSS)
Kesme hızı (Vc) değerini nereden öğrenebilirim?
Kesici takımın kutusu, teknik föyü veya üretici kataloğunda yer alır.
İlerlemeyi artırmak ne kazandırır?
İşleme süresi kısalır ancak yüzey kalitesi düşebilir. Aşırı artış takım kırılmasına yol açar.
HSS ve karbür takımlarda formül değişir mi?
Hayır. Formül aynıdır, sadece Vc değerleri farklıdır.
Karbür neden daha yüksek devirde çalışır?
Isı dayanımı ve sertliği HSS’ye göre çok daha yüksektir.
Editör Notu
Doğru hesaplama, doğru kesici takımla birleştiğinde gerçek performans ortaya çıkar.
Yüksek devir ve ilerlemelere uygun karbür freze ve matkap uçları için ürün kataloğumuzu inceleyebilirsiniz.
