Titanyum ve Paslanmaz İşlerken En Büyük 7 Hata
Paslanmaz çelik ve titanyum, yüksek dayanımları ve korozyon dirençleri nedeniyle vazgeçilmezdir; ancak işlenebilirlik söz konusu olduğunda operatörlerin kabusu olabilirler. İşte bu “huysuz” malzemeleri evilleştirmenizi sağlayacak analiz:
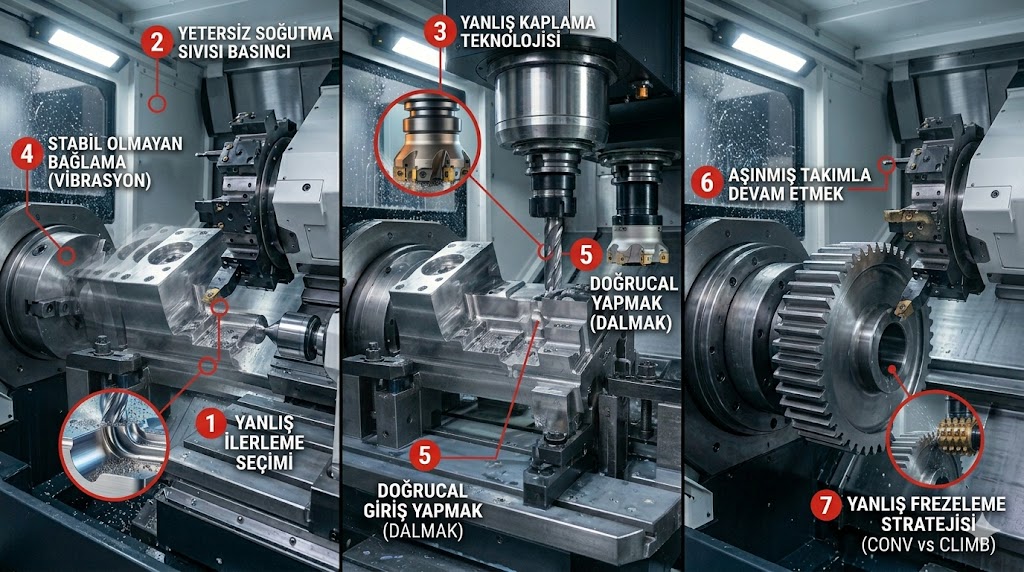
1. Düşük Kesme Hızı Yerine Yanlış İlerleme Seçimi
En büyük hata, ısıyı kontrol etmek için ilerlemeyi çok düşürmektir. Titanyum ısıyı talaşla uzaklaştıramaz, ısı takım ucunda birikir.
- Çözüm: Kesme hızını ($V_c$) düşük tutun ancak ilerlemeyi ($f_z$) takımın malzemeye gömülmesini sağlayacak kadar yüksek tutun.
2. Yetersiz Soğutma Sıvısı Basıncı
Bu malzemelerde “standart” soğutma yetmez. Isı, kesme bölgesinden hızla uzaklaştırılmalıdır.
- Çözüm: Mümkünse yüksek basınçlı (70+ bar) içten soğutmalı takımlar kullanın. Soğutma sıvısının tam olarak kesme noktasına odaklandığından emin olun.
3. Yanlış Kaplama Teknolojisini Kullanmak
Standart TiAlN kaplamalar titanyum işlerken kimyasal reaksiyona girebilir ve aşınmayı hızlandırabilir.
- Çözüm: Titanyum için kaplamasız (parlatılmış) karbür uçlar veya özel geliştirilmiş AlTiN / CrN bazlı kaplamaları tercih edin.
4. Stabil Olmayan Bağlama (Vibrasyon)
Titanyum esnektir (E-modülü düşüktür). Eğer parça veya takım yeterince rijit bağlanmazsa, vibrasyon saniyeler içinde mikro kırılmalara yol açar.
- Çözüm: Hidrolik tutucular veya shrink-fit (ısıtmalı) tutucular kullanarak salgıyı (run-out) minimuma indirin.
5. Doğrusal Giriş Yapmak (Parçaya Dalmak)
Takımın parçaya dik veya sert bir açıyla girmesi, ani yük binmesine ve uç kırılmasına neden olur.
- Çözüm: Rampalama (Ramping) veya Helisel giriş stratejilerini kullanarak yükü kademeli olarak artırın.
6. Aşınmış Takımla Devam Etmeye Çalışmak
“Bir parça daha çıkarır” mantığı bu malzemelerde işlemez. Takım aşınmaya başladığı an parça üzerinde “işleme sertleşmesi” (work hardening) başlar.
- Çözüm: Takım ömrünü takip edin ve uçları aşınma belirtisi (flank wear) başladığı an değiştirin.
7. Yanlış Frezeleme Stratejisi (Konvansiyonel vs. Climb)
Paslanmaz çelik işlerken talaşın takımın arkasında kalması ısının parçada birikmesine neden olur.
- Çözüm: Her zaman Aynı Yönlü Frezeleme (Climb Milling) tercih edin. Bu, ısının talaşla birlikte dışarı atılmasını sağlar.
Sıkça Sorulan Sorular (SSS)
Östenitik paslanmazlar (304, 316) için keskin geometrili ve tokluğu yüksek M serisi uçlar tercih edilmelidir.
İnce talaş birikintileri ve yetersiz soğutma titanyumda yangın riski yaratır. Keskin takımlar kullanmak ve talaşları tezgah içinden düzenli temizlemek gerekir.
Küçük çaplı ve hassas işlerde karbür parmak freze stratejik tercihtir; ancak büyük hacimli kaba boşaltmalarda maliyet verimliliği için takma uçlu çözümler daha mantıklıdır.
